技术支持
详细介绍
二次加工
对PPS制品进行二次加工可以赋予PPS制品新的功能。二次加工包括机械加工、粘合剂粘合、热焊接和超声波焊接、涂装、电镀、退火处理等。1.机械加工
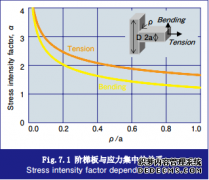
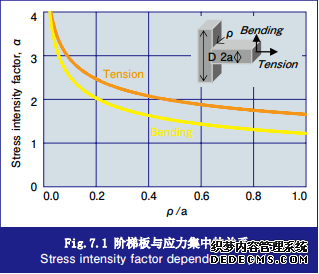
机械加工包括车床加工、钻床钻孔、铣床加工、切断等。这些加工都是可以的,由于几乎所有的PPS牌号都是玻璃纤维填充的,从耐久性考虑,加工工具最好使用硬度高,耐磨耗优异的超硬刀头。 为了提高表面光泽度可以进行抛光处理。不光是机械加工,制品在设计时边缘部位的精加工以及R部处理时,都要避免造成应力集中。Fig.7.1是应力集中系数与R的关系。
2.粘结
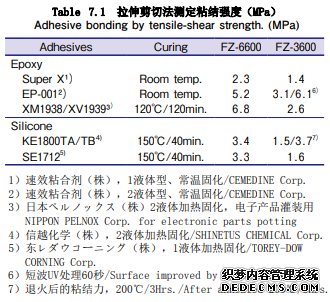
由于PPS具有优异的的耐化学药品性,所以不能使用溶剂型的粘合剂来粘结,一般使用环氧类、硅酮类、氰基丙烯酸酯类的粘合剂。在粘结强度上,线型的FZ-6600和FZ-2140比交联型的粘结强度高。为了提高粘结强度可以对制品表面进行UV处理、电晕处理、等离子处理等以提高表面活性增强粘结力。但是表面处理的效力会随时间的延长而降低。建议在处理后的4~5日内进行粘结操作。Table7.1用硅酮类粘合剂粘合的制品在200℃以上进行数小时的退火处理,会提高粘结强度。Table7.1所示的是使用粘合性优良的柔性的环氧树脂系胶结剂和硅酮粘合剂拉伸的拉伸剪切强度。粘合面值为25×25mm。
3.熔接(焊接)
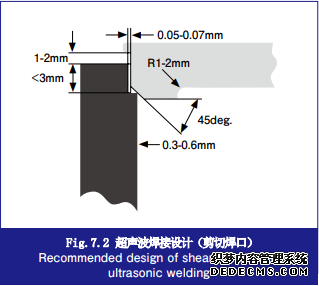
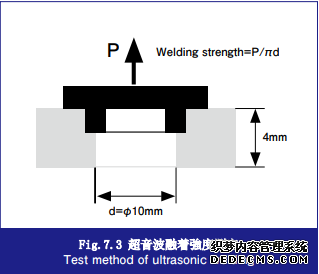
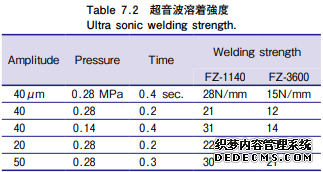
可以采用超声波焊接、摩擦熔接、热熔接、电感加热熔接等方法对PPS进行焊接处理。这其中最简单高效的是超声波焊接。超声波焊接通常采用剪切焊口的方式,重点是焊口部位的形状和尺寸。焊口部的断面尺寸请参考Fig.7.2。超声波焊接的条件:振幅20~50μm 时间0.2~0.4秒,压力为低压。由于PPS的刚性和密度大,伸长小,超声波的应力波衰减困难。在极端的焊接条件下容易产生裂纹,请注意。对于填充材料少,伸长大的线型FZ-2140的焊接条件就比较宽,其次是FZ-1140和FZ-6600。Table7.2所示的是采用Fig.7.3所示的试样做的单位长度上的焊接拉伸强度。
4.电镀
可以进行铝真空蒸镀。底涂后再真空蒸镀可以使蒸镀面变得更平滑,不过这一步可以省略。在惰性气体氩气保护下在制品表面进行等离子处理可以提高与蒸镀膜的粘结性。
5.涂装
和粘结一样,对制品表面进行处理可以增强表面和涂料的粘结性。PPS最适合的涂料是丙烯酸酯类,其次是丙烯酸密胺类、环氧树脂类、硅酮、类等。
6.自攻螺丝紧固
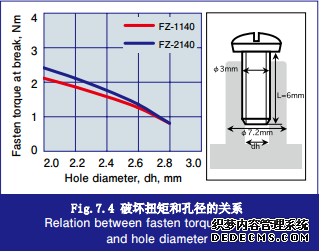
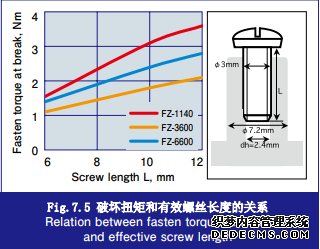
经常采用螺丝或螺栓把PPS制品或PPS制品和其他材料制得的制品连接起来。 为了得到强大的结合力,可以采用金属螺栓的嵌件成型和超声波压入法。简单的方法是采用自攻螺丝连接。这种情况下螺纹底孔的直径和孔部壁厚是很重要的。Fig.7.4和7.5显示的是根据JISB1115标准采用的2种自攻螺丝(带沟槽)的数据。除了上面提到的自攻螺丝外,带有2条螺纹的螺钉(P型等)会更加强力。
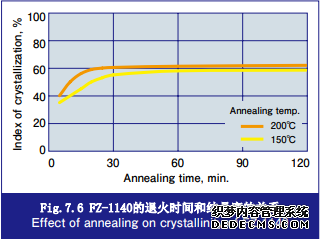
7.退火处理
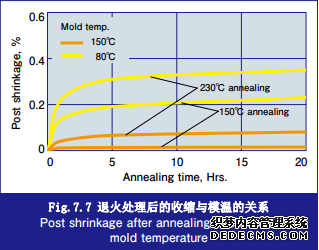
PPS的理论结晶度可以达到60%。采用120~150℃的高模温时,结晶度可以高达55~60%。Fig.7.6显示把在120℃以下的模温条件下成型的制品在150℃退火处理1~2小时后,就可以得到高结晶度的产品。Fig.7.7显示的是退火处理后尺寸的变化。在120℃以下的低模温成型的制品,如果在PPS的玻璃化转变的温度(80℃以下)以下使用,即使结晶不充分品质也是稳定的。